JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
Das Nivellieren von Blechen ist ein entscheidender Schritt in der modernen Metallverarbeitung. Bevor ein Schneid-, Biege-, Schweiß- oder Stanzvorgang konsistente Ergebnisse liefern kann, muss das Rohmaterial wirklich flach sein – nicht nur optisch flach, sondern auch spannungsfrei und formstabil. Die Wahl der falschen Richtmethode führt zu Ausschussteilen, Nacharbeit und Fehlern im Folgeprozess. Dieser Leitfaden behandelt alle wichtigen Methodeen zum Nivellieren von Blechen, erläutert die zugrunde liegende Physik und bietet Ihnen einen praktischen Rahmen für die Auswahl des richtigen Ansatzes basierend auf Ihren Material-, Volumen- und Präzisionsanforderungen.
Warum Blech eine Nivellierung erfordert
Bleche verlassen das Werk in Rollenform. Beim Aufwickeln dehnt sich die äußere Oberfläche, während die innere Oberfläche komprimiert wird, wodurch entgegengesetzte Spannungen in der Kornstruktur des Materials verankert werden. Wenn Servicezentren das Blech abwickeln, richten und auf Länge schneiden, verschwinden diese Spannungen nicht vollständig – sie bleiben in einem scheinbar flachen Metallstück eingeschlossen.
Das Problem wird sichtbar, sobald ein thermisches Schneidverfahren wie Laser- oder Plasmaschneiden angewendet wird. Durch Hitze werden die festsitzenden Spannungen gelöst, und die Teile verziehen sich, verbiegen sich oder entwickeln Rand- und Mittelwellen. Der gleiche Verzug tritt nach dem Stanzen oder Feinschneiden auf. Selbst mechanisch geschnittene Teile weisen Eigenspannungen auf, die beim anschließenden Formen oder Schweißen die Geometrie verzerren.
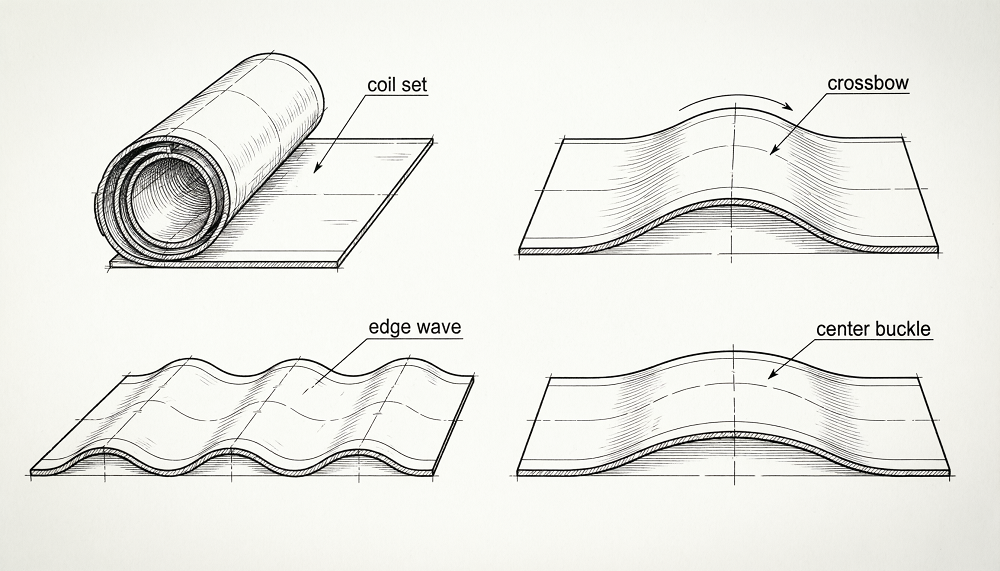
Zu den häufigsten Ebenheitsfehlern, die beim Nivellieren behoben werden müssen, gehören:
- Spulensatz: eine der Wickelrichtung folgende Längsbiegung, am stärksten zum Spulenkern hin.
- Armbrust: ein Querbogen senkrecht zur Walzrichtung, dessen Mitte über die Kanten hinausragt.
- Randwelle: Wellenförmige Kanten, die durch Druckspannung in den Randzonen relativ zur Mitte entstehen.
- Mittelschnalle: Lokalisierte Knickung in der Mitte des Blechs, wobei die Mitte länger als die Kanten ist.
- Drehung: Diagonale Verzerrung über die Teileoberfläche, die häufig beim asymmetrischen Schneiden oder bei der Handhabung entsteht.
Jeder Fehlertyp hat ein anderes Spannungsprofil und reagiert daher unterschiedlich auf jede Nivellierungsmethode. Verständnis Standards für die Ebenheit von Blechen Vor der Auswahl eines Richtverfahrens können Sie ein messbares Akzeptanzkriterium definieren und Streitigkeiten bei der Inbetriebnahme vermeiden.
Hammer- und Flammennivellierung
Die Hammernivellierung ist die älteste Blechnivellierungsmethode und wird auch heute noch in bestimmten Situationen eingesetzt, in denen eine maschinelle Nivellierung unpraktisch ist. Ein erfahrener Bediener schlägt mit einem Hammer in einem gezielten Muster auf das Blech, wodurch komprimierte Zonen gedehnt und lokale Spannungskonzentrationen abgebaut werden. Die Flammennivellierung funktioniert nach einem verwandten Prinzip: Ein Brenner erhitzt einen lokalisierten Bereich und verursacht dadurch eine Wärmeausdehnung. Wenn die Zone abkühlt und sich zusammenzieht, zieht sie umgebendes Material zum erhitzten Punkt und korrigiert so die lokale Durchbiegung.
Beide Methoden erfordern erhebliches Geschick. Die Ergebnisse hängen direkt von der Fähigkeit des Bedieners ab, das Teil zu lesen, die Spannungsverteilung zu beurteilen und die richtige Energie in der richtigen Reihenfolge anzuwenden. Keine zwei Operatoren liefern identische Ergebnisse und kein einzelnes Teil kann mit Sicherheit reproduziert werden. Das Nivellieren eines einzelnen Stücks kann je nach Schwere der Verzerrung und Komplexität des Teils zwischen 30 Minuten und mehreren Stunden dauern.

Wenn Hammer- und Flammennivellierung sinnvoll ist
- Bereits montierte Strukturen oder Schweißteile, die nicht durch eine Walzenmaschine laufen können.
- Sehr kleine Produktionsmengen, bei denen die Kosten für die Maschineneinrichtung nicht gerechtfertigt sind.
- Individuell geformte oder unregelmäßige Teile, die von den Maschinenführungen nicht aufgenommen werden können.
- Vor-Ort-Korrektur fertiger Bauteile mit moderaten Maßtoleranzen.
Für Produktionsumgebungen, in denen Durchsatz, Wiederholgenauigkeit oder Präzisionstoleranzen der Ebenheit wichtig sind, ist Hammer- und Flammennivellierung ungeeignet. Der menschliche Faktor macht es unmöglich, konsistente Ergebnisse über eine Charge hinweg zu garantieren.
Presse und Richtpresse Nivellierung
Eine Richtpresse stützt das Blech oder die Platte an zwei Punkten und drückt das Material zwischen diesen Stützpunkten mithilfe eines Formwerkzeugs flach. Der Prozess zielt auf bestimmte Stellen des Teils ab, an denen die Verzerrung konzentriert ist. In der Regel sind mehrere Presszyklen erforderlich, bevor das Teil eine akzeptable Ebenheit erreicht, da jeder Presshub einen Bereich korrigiert und möglicherweise Spannungen in angrenzenden Zonen verursacht.
Einige Hersteller verwenden Abkantpressen als improvisierte Richtmaschinen, was zur Korrektur einer einzelnen sichtbaren Verformung geeignet ist, aber nicht zur Beseitigung verteilter innerer Spannungen beiträgt. Eine spezielle Richtpresse bietet eine bessere Kontrolle als eine zum Richten umfunktionierte Abkantpresse, kann aber dennoch nicht mit dem Durchsatz oder der Entspannungstiefe eines walzenbasierten Systems mithalten.
Das Nivellieren eines einzelnen Werkstücks auf einer Richtpresse dauert normalerweise bis zu 60 Minuten und erfordert einen erfahrenen Spezialisten, der das Verhalten des Teils zwischen den Hüben interpretiert. Die Methode ist praktischer für Platten mit einer Dicke von mehr als 50 mm, bei denen Rollenrichtmaschinen möglicherweise nicht über die mechanische Kapazität verfügen, und für die Produktion kleiner Stückzahlen, bei denen eine Maschineninvestition nicht gerechtfertigt ist.
Zu berücksichtigende Einschränkungen
- Verteilte interne Spannungen können nicht behandelt werden – nur sichtbare geometrische Fehler an diskreten Punkten.
- Die Gefahr einer Rückfederung erfordert wiederholte Presszyklen und längere Zykluszeiten.
- Verlässt sich stark auf das Urteilsvermögen des Bedieners und macht die Wiederholbarkeit zwischen Bedienern variabel.
- Nicht für dünne Bleche geeignet – bei hoher lokaler Lastkonzentration besteht die Gefahr von Oberflächenschäden oder bleibenden Markierungen.
Walzenrichten: Von einfachen Richtmaschinen zu Präzisionssystemen
Das Walzenrichten ist die am weitesten verbreitete industrielle Blechrichtmethode. Das Blech durchläuft eine Reihe versetzter Walzen, die es abwechselnden Biegungen mit zunehmend abnehmender Amplitude unterziehen. Diese wiederholte elastisch-plastische Verformung verteilt die inneren Spannungen über den Querschnitt neu und treibt das Material in einen gleichmäßigen, spannungsentlasteten flachen Zustand.
Die Grundphysik folgt einer abnehmenden Sinuswelle: Das Eintrittsende übt die größte Biegeverschiebung aus, und jedes nachfolgende Rollenpaar verringert die Verschiebung, bis das Material in einem nahezu neutralen Spannungszustand austritt. Die Wirksamkeit des Prozesses hängt von drei miteinander verbundenen Variablen ab: Rollendurchmesser, Rollenteilung (Abstand von Mitte zu Mitte) und Presstiefe (Eindringung) .
Einfache Rollenrichtmaschinen (Richtmaschinen)
Einfache Richtmaschinen verwenden mindestens sieben Walzen mit relativ großem Durchmesser und großem Abstand. Sie verarbeiten dickere Platten und einen begrenzten Dickenbereich. Da die Rollen nicht aktiv gegen Durchbiegung unter Last abgestützt werden, verbiegen sie sich unter Druck, was zu einer ungleichmäßigen Durchbiegung über die Blechbreite führt. Die Ebenheitsergebnisse sind für allgemeine Strukturanwendungen ausreichend, für die Präzisionsfertigung jedoch unzureichend. Häufig sind mehrere Durchgänge durch die Maschine erforderlich, und der Prozess hängt immer noch von der Erfahrung des Bedieners ab, um die Rollen richtig einzustellen.
Präzisions-Mehrrollenrichtmaschinen
Präzisionsrichtmaschinen verfügen über Zwischen- und Stützrollen hinter den Arbeitsrollen, um ein Durchbiegen unter Last zu verhindern. Dies ermöglicht kleinere Arbeitswalzendurchmesser und eine engere Teilung, was die Anzahl der Biegezyklen pro Blechlängeneinheit erhöht und die Fähigkeit der Maschine verbessert, kurzwellige Fehler wie Randwellen und Mittelwölbungen zu korrigieren. Präzisionssysteme können Ebenheitswerte von erreichen 0,1 mm/m oder besser – eine Anforderung für Sägeblätter, Präzisionsstanzkomponenten und Blechbaugruppen mit feinen Toleranzen.
Im Vergleich zu manuellen Methoden verkürzt die Walzennivellierung die Zykluszeit erheblich. Ein Teil, das 10 Minuten manuelles Nivellieren mit einer Abkantpresse oder einem Hammer erfordert, kann auf einer Präzisions-Rollenrichtmaschine in weniger als einer Minute bearbeitet werden, was zu messbaren Kostensenkungen bei Großserienoperationen führt.
Walzmaschine (Dreiwalzensysteme)
Die einfachste rollenbasierte Konfiguration verwendet drei versetzte Rollen. Das Blech biegt sich beim Durchlauf um die Rollen und der Vorgang wird wiederholt, bis die Ebenheit akzeptabel ist. Dieser Ansatz ist nur für Teile mit einfachen, gleichmäßigen Ebenheitsfehlern wirksam. Es geht nicht um interne Spannungen und erfordert mehrere Wiederholungen für jedes Material mit erheblicher Verformung. Es eignet sich am besten für Werkstätten, die leichte Biegekorrekturen bei geringer Lautstärke durchführen.
Spannungsausgleich
Beim Spannungsausgleich wird das Blech in Längsrichtung gedehnt, indem es zwischen zwei Spannrollen gezogen wird, bis die ausgeübte Spannung die Streckgrenze des Materials übersteigt. Da das Blech gleichmäßig über seinen Querschnitt nachgibt, bricht der Spannungsunterschied zwischen zuvor komprimierten und gespannten Zonen zusammen und das Material tritt in einem flachen Zustand mit geringer Restspannung aus.
Viele industrielle Spannrichtsysteme kombinieren Walzenbiegen mit Spannen in einem hybriden Ansatz: Das Blech durchläuft zunächst Biegewalzen, um die grobe Spannung neu zu verteilen, und wird dann gespannt, um die endgültige Ebenheit und Gleichmäßigkeit der Dicke zu erreichen. Diese Kombination ist besonders effektiv bei hochfesten Stählen und sehr dünnen Materialien, bei denen reine Rollensysteme Schwierigkeiten haben, eine ausreichende Biegung ohne Oberflächenberührungsschäden aufzubringen.
Beste Anwendungen für den Spannungsausgleich
- Sehr dünne Bleche und Folien, bei denen kleine Walzendurchmesser noch Spuren auf der Oberfläche hinterlassen.
- Hochfeste Stahlsorten mit Streckgrenzen-Zug-Verhältnissen nahe 1,0, die ohne Überbeanspruchung schwer zu biegen sind.
- Coil-Verarbeitungslinien, bei denen das Material kontinuierlich läuft und die Spannungskontrolle bereits Teil der Linienarchitektur ist.
- Anwendungen, bei denen die Gleichmäßigkeit der Dicke über die gesamte Breite ebenso wichtig ist wie die Ebenheit.
Der Nachteil liegt in der Komplexität und den Kapitalkosten. Der Spannungsausgleich erfordert eine präzise Steuerung der Spannrollen und eine sorgfältige Kalibrierung, um die Entstehung neuer Längsspannungen durch ungleichmäßiges Ziehen zu vermeiden. Es ist für die Teil-für-Teil-Nivellierung nach dem Schneiden weniger praktisch und wird hauptsächlich in Umgebungen zur Coilverarbeitung eingesetzt.
Warmwalzen und Kaltwalzen Richten
Beim Kaltwalzen wird das Blech bei oder nahe Raumtemperatur durch Walzen geführt, wobei ein hoher Druck ausgeübt wird, der das Material plastisch verformt. Diese Methode korrigiert nicht nur die Ebenheit, sondern verbessert auch die Oberflächenbeschaffenheit und erhöht die mechanischen Eigenschaften – sowohl Härte als auch Zugfestigkeit steigen durch die Kaltverfestigung. Es ist geeignet, wenn die Oberflächenqualität eine vorrangige Anforderung ist, beispielsweise bei Rohlingen für Automobilkarosserieteile oder bei Substraten für die Präzisionstechnik. Die Einschränkung besteht darin, dass das Kaltwalzen auf dünnere Dicken beschränkt ist; Sehr dicke Bleche erfordern einen übermäßigen Kraftaufwand, und der Kaltverfestigungseffekt kann die Duktilität soweit verringern, dass die nachfolgende Formgebung beeinträchtigt wird.
Beim Warmwalzen wird das Blech über seine Rekristallisationstemperatur erhitzt, bevor es durch die Richtwalzen geleitet wird. Erhöhte Temperaturen verringern die Streckgrenze und erhöhen die Duktilität, wodurch sich dicke Platten viel leichter verformen lassen. Die Wärme beschleunigt auch den Stressabbau. Dieser Ansatz ist Standard in der primären Stahlverarbeitung und der Blechherstellung für den Schiffbau. Die Energiekosten für die Erwärmung sind der Hauptnachteil im Betrieb, und die Wärmebehandlung kann die Mikrostruktur des Materials auf eine Weise verändern, die bei spezifikationsempfindlichen Anwendungen eine Nachprüfung erfordert.
Hydraulische Präzisionsnivellierung: Der moderne Industriestandard
Das hydraulische Präzisionsrichten stellt den aktuellen Stand der Technik beim Blechrichten für Produktionsumgebungen dar. Im Gegensatz zu mechanischen Rollenrichtmaschinen, bei denen die Anpresskraft durch Schraubeneinstellung fixiert wird, a hydraulische Nivelliermaschine nutzt hydraulische Zylinder mit geschlossenem Regelkreis, um die Presskraft und den Walzenspalt dynamisch über die gesamte Breite des Blechs zu steuern. Dadurch kann das System eine konstante Biegeenergie aufrechterhalten, selbst wenn die Materialstärke, die Streckgrenze oder die Temperatur innerhalb einer Produktionscharge variieren.

Das Funktionsprinzip bleibt die abwechselnd elastisch-plastische Biegung, doch die Präzision des hydraulischen Antriebs erschließt Möglichkeiten, die mechanische Systeme nicht erreichen können:
- Großes Materialspektrum: Hydrauliksysteme können Materialien von 0,1 mm ultradünner Kupferfolie bis zu 60 mm dickem Speziallegierungsblech innerhalb einer einzigen Maschinenfamilie verarbeiten und über gespeicherte Rezepte zwischen ihnen wechseln.
- Aktive Kronenkontrolle: Stützrollen hinter den Arbeitsrollen werden Zone für Zone hydraulisch verstellt, um die Rollendurchbiegung unter Last auszugleichen und eine gleichmäßige Biegung über breite Bleche hinweg sicherzustellen – entscheidend für die gleichzeitige Vermeidung von Kantenwellen und Mittelknicken.
- Wiederholbarer rezeptbasierter Betrieb: Materialspezifische Parameter (Kraft, Eindringtiefe, Geschwindigkeit) werden gespeichert und automatisch abgerufen, wodurch bedienerabhängige Setup-Variationen über Schichten hinweg vermieden werden.
- Handhabung von perforiertem und wärmebehandeltem Material: Die fortschrittliche Zone-für-Zone-Walzendrucksteuerung ermöglicht eine selektive Dehnung über die Breite und ermöglicht so das Nivellieren von Materialien, die einfachere Systeme übertreffen – perforierte Bleche, nachwärmebehandelte Zuschnitte und hochfeste Platten.
Der Hauptunterschied zwischen hydraulischen Niveauausgleichskonstruktionen liegt in der Steuerungsarchitektur. Die Steuerung des Hydraulikdrucks allein ist nicht gleichbedeutend mit einer Regelung der Rollenposition oder Zylinderkraft. Positions- und Kraftrückmeldungen – über lineare Waagen und Wägezellen – ermöglichen eine tägliche Wiederholbarkeit trotz Öltemperaturdrift, schwankender Ventilreaktion und allmählichem Komponentenverschleiß. Maschinen, die ausschließlich auf der Druckregelung basieren, liefern nur innerhalb eines engen Betriebsbereichs konsistente Ergebnisse.
Für die Massenproduktion von Automobilkomponenten, Präzisionsblechen, Aufzugsteilen, Sägeblättern und Elektronikgehäusen ist die hydraulische Präzisionsnivellierung die Methode, mit der Ebenheitsgarantien auf Produktionsniveau erreichbar und überprüfbar sind. Entdecken Sie das gesamte Sortiment von Industrieanwendungen wo Präzisionsnivellierung messbare Prozessverbesserungen liefert.
Nivellierung der Bahre
Bei der Keilrahmennivellierung werden hydraulische Klemmen verwendet, um das Blech an beiden Enden zu greifen und es gleichzeitig in mehrere Richtungen zu ziehen, bis die inneren Spannungen durch gleichmäßiges Nachgeben über den gesamten Querschnitt ausgeglichen werden. Im Gegensatz zur Spannungsnivellierung in Coil-Verarbeitungslinien erfolgt die Strecknivellierung an einzelnen geschnittenen Blechen oder Platten und ist für Materialien konzipiert, bei denen sowohl Längs- als auch Querspannungsgradienten in einem einzigen Arbeitsgang korrigiert werden müssen.
Das Verfahren erzielt eine hervorragende Ebenheit und einen Abbau von Restspannungen, ist jedoch langsamer als das kontinuierliche Rollen- oder Zugrichten und eignet sich am besten für hochwertige Anwendungen mit geringem Volumen, wie z. B. Bleche für die Luft- und Raumfahrtindustrie, dicke Strukturzuschnitte oder Speziallegierungsbleche, bei denen die Teilekosten die längere Zykluszeit rechtfertigen. Es erfordert eine sorgfältige Kalibrierung: Eine unzureichende Dehnung hinterlässt Restspannungen. Eine übermäßige Dehnung verändert die Abmessungen und mechanischen Eigenschaften dauerhaft.
So wählen Sie die richtige Blechnivellierungsmethode
Die richtige Nivellierungsmethode wird durch eine Kombination aus Materialeigenschaften, Produktionsvolumen, Ebenheitsanforderung und Teilegeometrie bestimmt. Die folgende Tabelle fasst die wichtigsten Auswahlkriterien für alle wichtigen Methoden zusammen.
| Method | Dickenbereich | Volumeneignung | Ebenheitsqualität | Stressabbau | Typischer Anwendungsfall |
|---|---|---|---|---|---|
| Hammer / Flamme | Irgendein | 1–5 Stück | Niedrig / Variabel | Teilweise (nur lokal) | Schweißarbeiten, Reparatur vor Ort |
| Richtpresse | > 50 mm typisch | Kleine Charge | Mäßig | Teilweise (Punktkorrektur) | Dicke Platte, sichtbare Verformung |
| Einfache Rollenrichtmaschine | Mitteldick | Mittel | Mäßig | Begrenzt | Allgemeine Strukturplatte |
| Präzisions-Rollenrichtmaschine | Dünn–mittel | Hoch | Hoch (≤ 0.5 mm/m) | Gut | Stanzen, Laserschneiden vorbereiten |
| Spannungsausgleich | Sehr dünn – hohe Festigkeit | Hoch (coil line) | Sehr hoch | Ausgezeichnet | AHSS, Folie, Coilverarbeitung |
| Kaltwalzendes Richten | Dünn | Hoch | Sehr hoch | Gut | Karosserieteile für Automobile, Präzisionsteile |
| Warmwalzrichten | Dicke Platte | Hoch (mill-scale) | Mäßig–high | Gut | Baustahl, Schiffbauplatte |
| Hydraulische Präzisionsnivellierung | 0,1 mm – 60 mm | Hoch | Sehr hoch (≤ 0.1 mm/m) | Ausgezeichnet | Präzisionsfertigung, Produktion aus gemischten Materialien |
| Nivellierung der Bahre | Mitteldick | Niedrig–mittel | Sehr hoch | Ausgezeichnet | Luft- und Raumfahrtblech, Speziallegierungen |
Praktische Auswahllogik
Beginnen Sie mit Ihrem Material. Wenn Sie ein breites Spektrum an Legierungen und Dicken in einer einzigen Anlage verarbeiten, ist das hydraulische Präzisionsrichten die einzige Methode, die das gesamte Spektrum mit rezeptbasierter Konsistenz abdeckt. Wenn Ihr Betrieb auf eine einzige Materialfamilie mit hohem Volumen beschränkt ist, ist eine für dieses Fenster optimierte Präzisions-Rollenrichtmaschine möglicherweise kostengünstiger. Bei sehr dünnen Folien oder hochfestem hochfestem Stahl in einer kontinuierlichen Coil-Linie liefert die Spannungsnivellierung die gleichmäßigsten Ergebnisse. Für gelegentliche Dickenblechkorrekturen oder Schweißnahtnacharbeiten bleibt eine Presse oder Richtpresse die praktische Wahl.
Dann denken Sie über Ihre nachgelagerten Prozesse nach. Wenn das geebnete Blech per Laser geschnitten wird, ist die Restspannung nach dem Nivellieren genauso wichtig wie die geometrische Ebenheit – durch thermisches Schneiden wird die verbleibende Spannung gelöst. Wenn es präzise gestanzt oder geformt werden soll, ist die Gleichmäßigkeit der Ebenheit über die gesamte Breite die wichtigste Anforderung. Durch die Definition der Downstream-Empfindlichkeit vor der Auswahl einer Methode wird sichergestellt, dass der Nivellierungsschritt das Problem tatsächlich löst und nicht nur verschiebt.
Für einen tieferen Vergleich von Techniken und Gerätekonfigurationen finden Sie den Leitfaden auf Metallnivellierungstechniken deckt zusätzliche Details auf Tool-Ebene für jeden Ansatz ab.
Integration der Nivellierung in eine komplette Produktionslinie
In der modernen Blechfertigung erfolgt das Nivellieren selten als isolierter Schritt. Die höchste Rentabilität einer Richtinvestition ergibt sich, wenn die Richtmaschine in eine angeschlossene Produktionslinie integriert wird – verbunden mit der vorgeschalteten Abwickelhaspel, dem nachgeschalteten Schneid- oder Stanzsystem und einem zentralen Datensystem, das Materialparameter, Krafteinstellungen und Ebenheitsergebnisse zur Rückverfolgbarkeit protokolliert.
Die rezeptbasierte Materialhandhabung ist der praktische Mechanismus: Wenn sich die Material-ID ändert, ändert sich das Nivellierungsprogramm automatisch, wodurch die manuelle Einrichtungszeit und das Risiko, die falschen Parameter für eine neue Legierung oder Dicke anzuwenden, entfallen. Das Feedback der nachgelagerten Inspektion – bei der das Ergebnis der Ebenheitsmessung zur Verfeinerung des nächsten Nivellierungszyklus verwendet wird – schließt den Kreis und ermöglicht eine kontinuierliche Verbesserung ohne Eingriff des Bedieners.
Unabhängig von der gewählten Nivelliermethode muss neben der Ebenheit auch die Oberflächenintegrität überwacht werden. Walzenmarkierungen, Aufnahme von verunreinigten Walzen und Mikrokratzer auf empfindlichen Legierungen wie Aluminium oder Kupfer sind Ausschussursachen, die nach dem Nivellieren und nicht während des Nivellierens auftreten. Wartungsdisziplin – Walzenreinigung, Ölreinheit, Sensorkalibrierung und regelmäßige Geometrieüberprüfung – ist die betriebliche Praxis, die dafür sorgt, dass die Nivellierungsergebnisse über einen längeren Zeitraum konstant bleiben.
Für Hersteller, die hydraulische Präzisionsnivellierungslösungen für die Integration in ihre Produktionslinien evaluieren, ist die Anwendungsübersicht Bietet Konfigurationsanleitungen nach Branche und Materialtyp.











